How Eurodia contributes to the bioeconomy revolution
The bioeconomy promises a post-oil world in wich industrial production becomes significantly more circular through the large-scale use of bio-based resources. It’s no longer a concept, but it remains a challenge. Turning bio-based raw materials into chemicals, plastics, and specialty ingredients at industrial scale requires processes that are not just technically sound – they have to be economically viable and genuinely sustainable. Otherwise, bio-based products cannot compete with what they are meant to replace. At Eurodia, we have both solutions and proven results to share.
Downstream processing – purification and separation – plays a decisive role across the biomanufacturing value chain, from biomass to bio-based end products. It is at this stage that target molecules are recovered from mixtures such as biomass hydrolysates – aqueous solutions resulting from biomass hydrolysis – or from fermentation broths. These molecules, including sugars and organic acids, are key ingredients for a wide range of applications: bioplastics, cosmetics, textiles, solvents, and specialty chemicals.
Improving downstream performance – through processes that maximise the recovery of valuable molecules – is therefore essential to the development of biomanufacturing. But performance alone is not sufficient. If purification requires excessive energy, chemicals, or processing steps, bio-based products stay more expensive than the petrochemical alternatives they are meant to replace.
Efficiency and sustainability have to be built into the process from the start.
That means industrialising purification processes that deliver high yields with a low environmental footprint – not only for biomass carbon fractions such as C5 and C6 sugars, but also for the molecules produced from them through biosourced chemistry.
Solving the bioeconomy bottleneck
Eurodia develops and integrates purification and fractionation solutions across the full range of separation technologies – chromatography, ion-exchange processes electrodialysis and membrane filtration, – from pilot testing to full-scale production.
Combining these technologies properly is often a challenge. Engineered and integrated with stringent precision, they must meet industrial-grade purification standards while adapting to variations in feedstock quality and purification targets – with guarantees on product quality, recovery yield, operating cost, and safety.
Our applications cover the purification of biomass hydrolysates, molecules produced by fermentation, and organic acids including gluconic, lactic, succinic, acetic, and citric.
Pilot testing is where many industrial projects succeed or fail. It is one of Eurodia’s core strengths – and the stage that makes the transition to full-scale production reliable rather than uncertain.
A concrete case: lignocellulosic biomass processing
This example illustrates our contribution to the rapid development of second-generation (2G) sugar extraction and lignin recovery from lignocellulosic biomass in recent years.
These products, which serve as key feedstocks for bioplastics and other bio-based products, can be obtained from various kinds of biomass such as hardwoods, softwoods, corn stover, bagasse, and agricultural residues – all of which are lignocellulosic feedstocks characterized by varying proportions of cellulose, hemicellulose and lignin.
The hydrolysis of cellulose and hemicellulose yields glucose (C6) and xylose (C5), respectively. Obtaining these target sugars requires the production of a sugar hydrolysate, which generally involves three main steps: a mechanical or steam pretreatment, followed by enzymatic or dilute-acid hydrolysis, and finally a solid–liquid separation step to remove the lignin-rich solid fraction [1]. Lignin can be recovered at different steps for various applications [2].
However, the resulting hydrolysates often contain several undesirable compounds – phenolic derivatives from lignin degradation, sugar degradation products such as HMF and furfural, organic acids, and mineral salts – which complicate downstream applications. The level of purity required depends on the target application and thus determines the most appropriate purification strategy.
This is where Eurodia comes in, with technologies enabling the purification of C5 and C6 sugars prior to downstream processes (catalysis or fermentation).
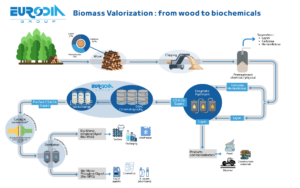
Biomass Valorization : from wood to biochemicals
High-performance purification: the SSAC®+ IEX approach
Our Specialty Sugar Advanced Chromatography – SSAC® is a powerful technology for hydrolysate purification. The process relies on the periodic switching of inlet and outlet streams across multiple columns filled with absorbent material (stationary phase) to continuously separate molecules from complex mixtures, combining continuous operation with high efficiency: effective demineralization (83.7% salt and organic acid removal) and decolorisation (around 80%), while maintaining high sugar recovery (>97%).
This process can be coupled with polishing steps using ion-exchange resins and/or activated carbon to achieve a high degree of purity (increasing total sugar purity from 92.1% to 97.8%).
Combining both technologies allows a significant reduction in chemical consumption. The optimal configuration depends on feed composition, required product quality, and economic constraints (CAPEX, OPEX). This purification process is already implemented at industrial scale in Europe for the production of lignocellulosic sugars used in bioplastic manufacturing.
SSAC® chromatography can be employed for the selective separation of C5 and C6 sugars, enabling the production of xylose-enriched and glucose-enriched fractions [3].
Lignin can also be recovered through adsorption–desorption processes using specific resins [4], for which adsorption capacity and regeneration efficiency are key parameters to optimise.
Scaling the bioeconomy is not only a matter of producing new molecules – it is about making them viable at industrial scale. By mastering purification and separation processes, Eurodia helps bridge the gap between laboratory innovation and industrial reality, enabling bio-based solutions to compete, perform, and scale sustainably.
References
[1] De Cherisey, H. (2015) Etat de l’art sur la production de molécules chimiques issues du bois en France. Synthèse, ADEME, 14 pages
[2] Unkelbach, G., Hirth, T. (2022) Products and applications of different lignins from biorefineries, EFB Bioeconomy Journal 2 (2022) 100036, https://doi.org/10.1016/j.bioeco.2022.100036
[3] Saari, P., Häkkä, K., Jumppanen, J., Heikkilä, H., Hurme, M. (2010) Study on Industrial Scale Chromatographic Separation Methods of Galactose from Biomass Hydrolysates, Chemical Engeeniring Technology, 137-144, https://doi.org/10.1002/ceat.200900304
[4] Soto, ML., Moure, A., Dominguez H., Parajo JC., (2011) Recovery, concentration and purification of phenolic compounds by adsorption: A review, Journal of food engineering 105, 1-27, https://doi.org/10.1016/j.jfoodeng.2011.02.010

